|
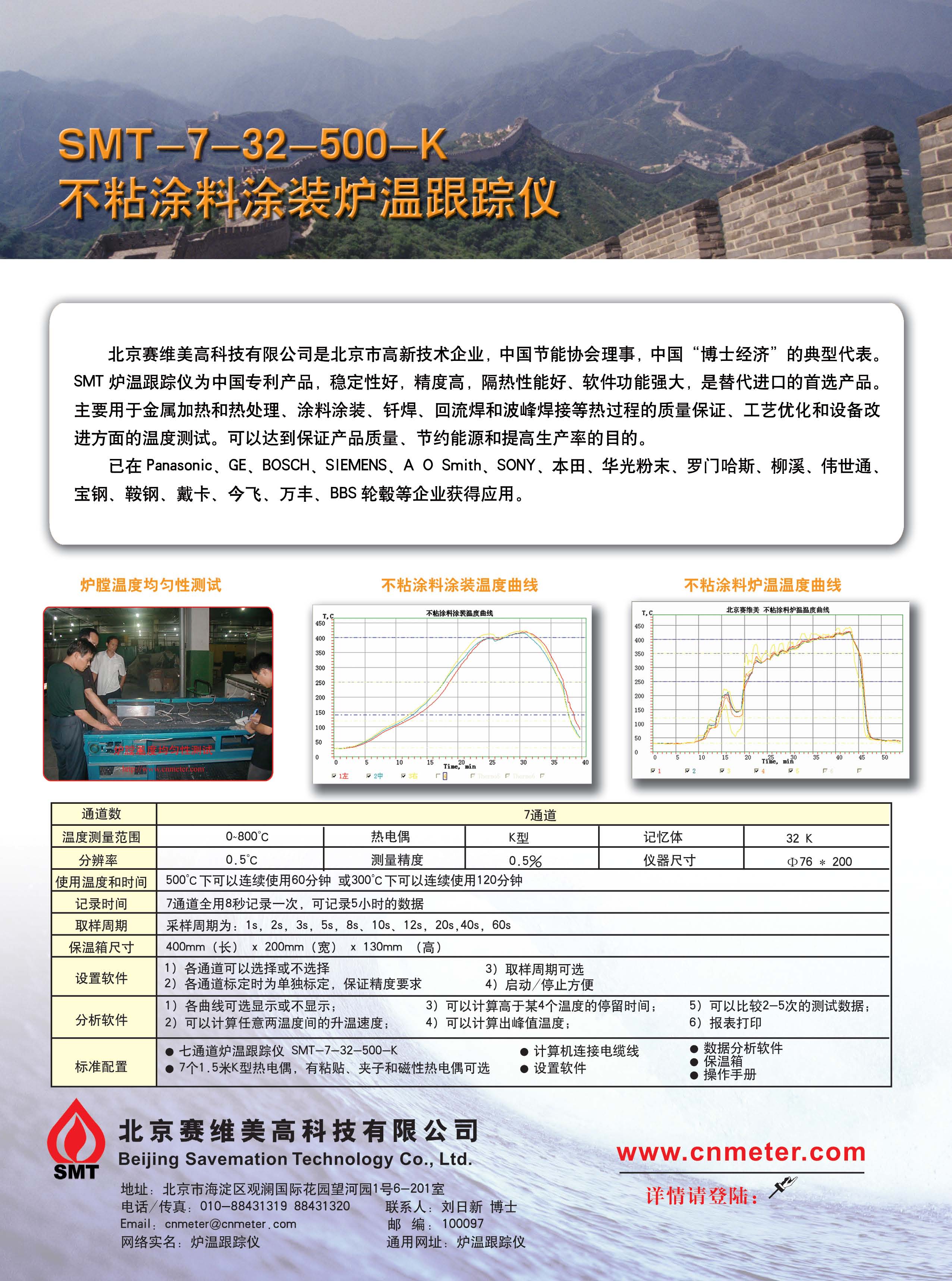
达克罗涂层固化工艺温度曲线测试仪
|
|
经过达克罗液处理后工件经甩干,放置于不锈钢网带固化炉上烘烤固化。固化工艺要求的的固化温度为280-330℃,时间25-40Min。通过实际工艺温度曲线的测定,可以确定不同品种、规格产品所需要的炉温和网带的运动速度。
固化炉采用热风循环方式,通过加热排风除去水汽和蒸发出来的有机物。固化炉可以采用电、油、煤气为燃料,采用电加热时产品外观色泽要好但成本高。
一条年产5000吨标准件的达克罗涂装线,如果采用电加热,需要配备一台长18m, 功率为300kW的固化炉。
固化分为两个阶段:在第一阶段预热,工件吸热升温,温度60-80℃,时间10Min。此阶段注意升温不能太快,必须让工件逐步升温使涂层中的水分逐渐蒸发,以避免涂层起泡。第二阶段为涂层的高温固化,此时固化炉的温度一定要控制在给以要求的范围以内,不可以过高或过低,因为他决定了涂层在工件上的最终性能。
工件在固化炉内是连续运动的。从固化炉的炉温控制来看,炉温采集到的温度是炉内某一个或几个固定点的热风温度,炉温控制系统可以这个温度在允许的范围内波动。从涂层的固化过程来看,决定涂层质量的是涂层表面的实际温度还不是热气体温度。涂层的实际温度取决于工件的质量大小、炉温、网带的运动速度,因为工件在炉内是运动的,采用耐高温的炉温跟踪仪随同工件一同进入炉内,可以测量出工件在整个固化炉内的实际温度分布,根据实际温度曲线再来调整生产不同产品时的炉温控制。计算工件不同位置60-80℃的升温时间和速率、峰值温度等。这种测试一般一周测试一次或更换产品时进行测试。委托加工产品时,要求代加工企业提供产品时同时提交加工时的固化温度曲线,从而保证产品的性能。
工艺温度曲线的测试
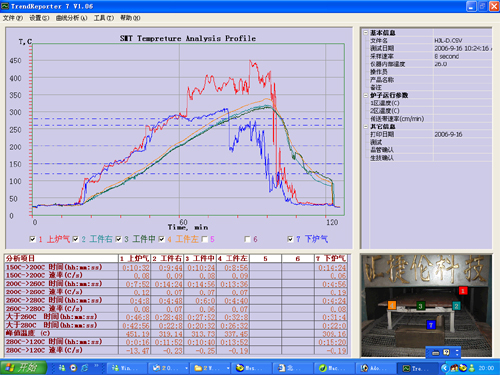
测试得到的工艺温度曲线

不同工件在同一温度制度下处理时的温度曲线测试
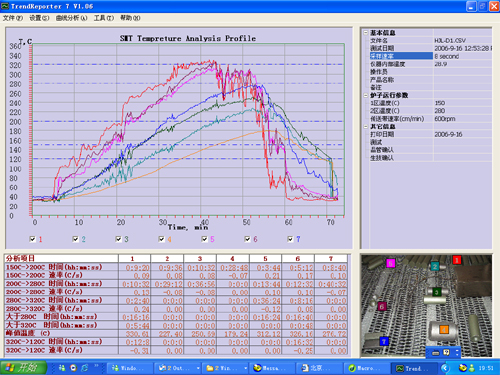
采用炉温跟踪仪测试出来的不同工件的温度曲线
通过测试和比较分析,可以得出不同品种、规格的产品处理时合适的网带速度和炉温设定,节约能源,确保产品质量,提高用户满意度。 炉温跟踪仪的型号为:SMT-7-32-500-K, 彩色单页下载。
|


{kind=link}